









Reverse Osmosis Pure Water System Plant – 5000 L/H
Introduction
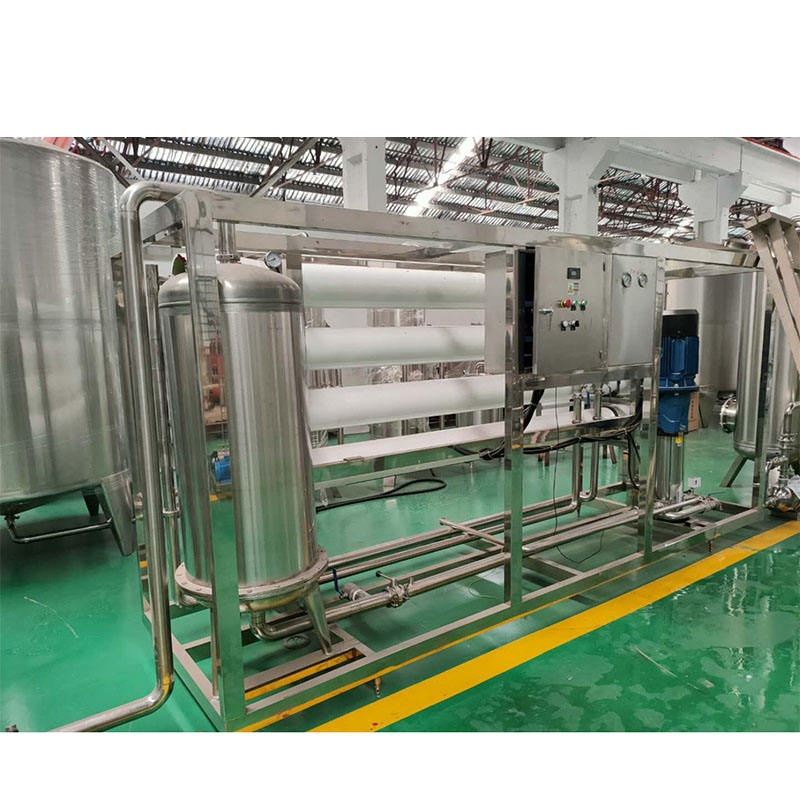
The Water Treatment System Processing Reverse Osmosis Plant is an advanced solution for producing fresh, purified water from various sources. Designed for high efficiency and reliability, it is ideal for industries requiring large-scale water storage and treatment. With robust construction and cutting-edge technology, it ensures high productivity and consistent performance.
Specifications
| Attribute | Detail |
|---|---|
| Product Name | Water Treatment System Processing Reverse Osmosis Plant |
| Material | SS304 / SS316 Stainless Steel |
| Application | Water Storage |
| Function | Producing Fresh Water |
| Capacity | 500–50,000 L/H |
| Power | 1.5–17 kW |
| Core Components | Pump, PLC |
| Voltage | 220V / 380V / 450V |
| Feature | High Efficiency |
| Weight | 950 kg |
| Dimensions (L×W×H) | 6000 × 800 × 2200 mm |
| Packaging Details | Single package: 6000 × 800 × 2200 cm, gross weight 750 kg |
Key Features
- High Efficiency: Advanced reverse osmosis technology maximizes water purification rates.
- Robust Materials: Constructed with SS304 and SS316 stainless steel for durability and corrosion resistance.
- Large-Scale Productivity: Capable of handling 500–50,000 L/H to meet diverse industrial requirements.
- Advanced Components: Integrated pump and PLC system ensure efficient, automated operation.
- Reliable Design: Comes with video outgoing inspections and machinery test reports for quality assurance.
- Versatile Power Options: Multiple voltage configurations allow flexible installation.
Applications
- Water Storage Facilities: Purifies and stores water for commercial and industrial use.
- Food & Beverage Industry: Provides clean water for production processes.
- Agricultural Sector: Supplies safe and fresh water for irrigation and livestock.
Why You Need This Product
The system combines advanced technology with durable construction to deliver high-quality water purification at large scales. Its versatility, efficiency, and reliability make it a valuable asset for industries focused on operational sustainability.
Conclusion
The Water Treatment System Processing Reverse Osmosis Plant provides a high-capacity, robust, and technologically advanced solution for industrial water treatment. It supports safe and efficient operations while promoting environmental responsibility, making it a strategic investment for large-scale water purification needs.
Related products





Industrial Machinery
55kw Animal Feed Processing Machines 3-5t/h Szlh350 Ring Die Pellet








